在航空航天领域,3D打印技术特别适合制造精细或复杂的形状。然而,在制造这些复杂形状的时候需要仔细考虑构造策略,这些策略是为了符合其尺寸公差并且为了确保其具有良好的机械强度。
根据雷尼绍的《金属3D打印-增材制造设计指南残留应力设计建议》为了消除热应力,可以通过几种方法来尝试,包括:尽可能通过设计消除残留应力;避免大面积不间断熔化;注意横截面的变化;混合加工将较厚的底板整合到增材制造零件中;在应力可能较高的位置使用较厚的加工托盘;选择一种合适的扫描策略。
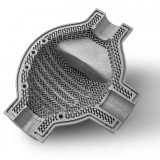
![]() 不对称的对称解决方案
不对称的对称解决方案
尽管制造策略仍在发展和改进,但它们目前还不能令人满意地获得不对称的部件。当通过增材制造制造这样的部件时,经常观察到存在不可逆的冶金缺陷,例如,裂缝的出现/或尺寸缺陷,部件的某些部分不符合规定的公差。特别是由于零件的不对称性从而导致的质量差异而使得零件的某些区域中累积残余应力,这种残余应力导致零件变形。遗憾的是,这些缺陷通常是不可接受的,并且导致所制造的零部件报废,从而导致相当大的损失并因此导致高的总制造成本。
根据3D科学谷的市场研究,法国赛峰正在开发通过增材制造来制造不对称零部件的方法,3D科学谷了解到,赛峰开发的方法包括以下步骤:
- 提供待制造部件的数字模型;
- 使模型相对于构造方向定向;
- 通过增加牺牲平衡部分来修改模型,该牺牲平衡部分被配置成为了平衡在制造部件时出现的残余应力的用途;
- 在修改的模型基础上,使用增材制造技术逐层制造出零件;
- 通过减材的制造方法切除掉牺牲部分。

根据3D科学谷的市场研究,通过这种方法,可以在计算机辅助设计阶段检测在制造过程中累积的残余应力的潜在风险,特别是部件内的不对称性,然后纠正模型的设计,以使其具有更规则和更好的比例,以便在制造期间使部件内的残余应力得以平衡。
因此,在逐层制造期间,残余应力以更均匀的方式在部件内分布:这避免了这些残余应力集中在部件的某些区域中,超过可能导致部件的临界变形的某个阈值。
根据3D科学谷的市场观察,这种方法还被赛峰应用到了具有前缘,后缘和翼型的叶片部件加工。
![]() 3D科学谷Review
3D科学谷Review
残留应力是快速加热和冷却的必然产物,这是激光粉末床熔化工艺的固有特性。每一个新的加工层都是通过如下方式构建的:在粉末床上移动聚焦激光,熔化粉末顶层并将其与下方的一个加工层熔合。热熔池中的热量会传递至下方的固体金属,这样熔融的金属就会冷却并凝固。这一过程非常迅速,大约只有几微秒。
新的金属层在下层金属的上表面凝固和冷却时会出现收缩现象,但由于受到下方固体结构的限制,其收缩会导致层与层之间形成剪切力。
残留应力具有破坏性。当我们在一个加工层顶部增加另一个加工层时,应力随之形成并累积,这可能导致零件变形,其边缘卷起,之后可能会脱离支撑:
在比较极端的情况下,应力可能会超出零件的强度,造成组件破坏性开裂或加工托盘变形:
这些效应在具有较大横截面的零件中最为明显,因为此类零件往往具有较长的焊道,而且剪切力作用的距离更长。
除了赛峰所采用的增加牺牲结构的方法,在雷尼绍的《金属3D打印-增材制造设计指南》中详述了改变扫描策略的方法。当采用激光轨迹填充零件中心时,通常会来回移动激光,这一过程称之为“扫描”。通常所选择的模式会影响扫描矢量的长度,因此也会影响可能在零件上积累的应力水平。采用缩短扫描矢量的策略,则会相应减少产生的残留应力。
两种最常见的扫描策略分别是用于薄壁零件的“迂回”扫描(也称为光栅扫描),及用于具有较厚截面的零件的“条纹”扫描。“棋盘”或“岛状”扫描策略也同样有效。条纹和棋盘扫描可缩短各扫描线的长度,减少残留应力的累积。
也可以在从一个加工层移至下一个加工层时旋转扫描矢量的方向,这样一来,应力就不会全部在同一平面上集中。每层之间通常旋转67度,以确保在加工完许多层后扫描方向才会完全重复。
参考资料:US10118226B2_method for manufacturing an asymmetric component using additive manufacturing
资料下载,请加入3D科学谷3D产业链QQ群:529965687
更多信息或查找往期文章,请登陆www.51shape.com,在首页搜索关键词
网站投稿请发送至2509957133@qq.com